|
|
TSY Molding Limited |
|
China injection molder ,unscrewing mold and overmolding in experts.
|
|
|
TSY Molding Limited |
|
China injection molder ,unscrewing mold and overmolding in experts.
|
|
Double Your Machine Output
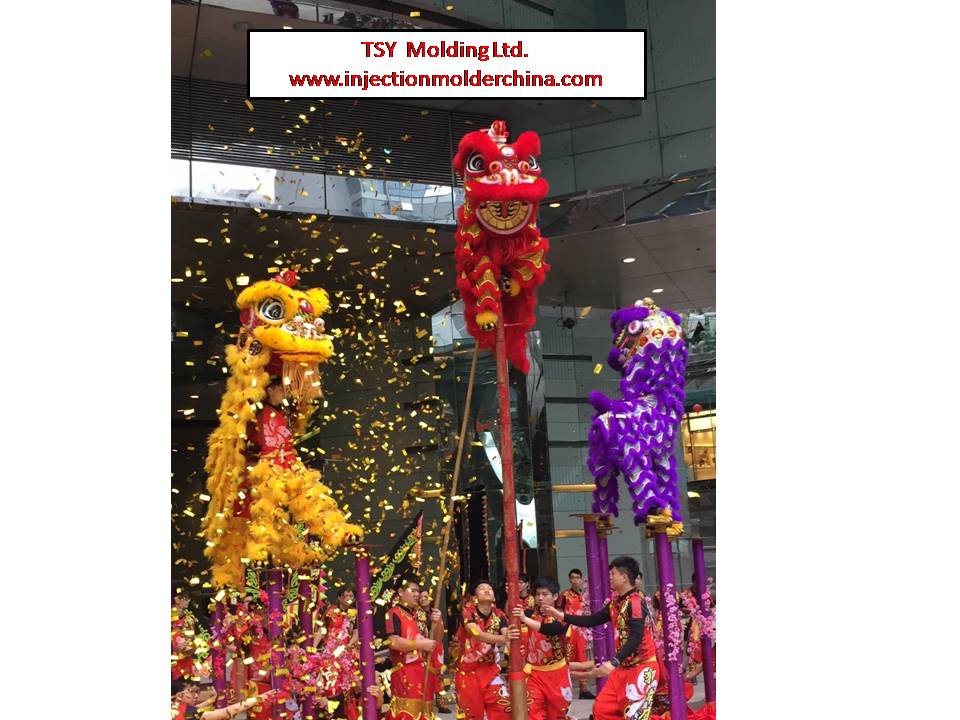
Compared to conventional single-face molds, stack molds can virtually double the output of an injection molding machine by distributing the plastic melt into two or more separate mold parting surfaces. What is a Stack Mold? The defining characteristic of a stack mold are the two (or more) mold parting surfaces or mold split lines. A stack mold does not require much more clamp force than a single face mold because the projected part surface areas of the cavities on both sides of the center block cancel out each others force. @ Without increasing the machine platen size you can double the amount of cavities producing parts. Most stack molds have an equal number of the same cavities in each parting surface. @ Some stack molds have different cavities in each mold parting surface and they produce a family of parts per shot, each different in shape and size. This optimizes plastic part quality and the production output by improving cycle time. @ Some stack molds can also handle multi-material injection, different materials such as hard/soft combination or multi-color molding. Three level stack molds are not as common as two level stack molds. @ When the stack mold opens for the ejection of parts, both mold parting surfaces open (in most cases simultaneously) by means of a mechanical connection between the mold center block, the fixed halves of the mold and the moving half of the mold. The mechanical connection which moves the center block of the mold can be: a) rack and gear operated motion system b) harmonic lever system c) hydraulic push-pull system or d) helical gear system @ Aside from the center block motion system, another key element of a stack mold is the hot runner system. The transfer of plastic melt from the machine barrel into the mold center block has traditionally been achieved by a heated sprue bar which leads the melt from the machine nozzle through the fixed mold half and through the first mold parting surface into the hot runner manifold, which is located in the center block of the stack mold. @ The relatively simple sprue bar has the disadvantage of getting disengaged from the machine nozzle at each cycle when the mold opens for part ejection. The sprue bar may also become an obstacle during part removal, especially with robot take out/handling equipment because it always remains inside the first mold parting surface. @ Mold cavities which by design cover the center surface of the molding area do not allow a center sprue bar so the hot runner has to by-pass the melt by leading it with an off-set manifold to the outside of the mold and from the side position through the first mold parting line into the center block for further melt distribution through the nozzles to the cavities.
1 Comment
Successful molding is defined as when the molded part meets all the quality requirements and satisfies the needs of the end user.
To successfully mold parts with consistency and repeatability, five critical factors that need to be carefully selected as mentioned below.
2. Material Selection: Based on the part design and the part performance requirements, the plastic material must be selected. Material selection must be also selected based on the tolerance requirement of the part. Tight tolerance parts must be molded with low shrink materials unless they are micromolded products or parts that are dimensionally small (around half inch in their maximum dimension). If a thick section must be present, a filled material may need to be selected or if there is a sliding surface then a additive to reduce the coefficient of friction needs to be added to the plastic. Material selection should be done when the basic part design is done and the requirements are detailed. The material manufacturers are the best source of information. 3. Mold Design and Construction: The mold must be designed and constructed such that the mold is robust enough to withstand the molding process and the plastic material. For example, during the molding process, the mold can be subjected to high mechanical stresses especially during the plastic injection and the packing. All these material specific factors such as shrinkages must be considered. The required amount of parts from the mold is another factor that will dictate the actual material of construction since the wear on the components must be considered. 4. Machine Selection: Selecting the right machine for the mold should be done once the mold design is complete or should be done concurrently during the mold construction stage. The machine plays a very important role in the stability of the molding process. For example, machines with large shot sizes must not be used to mold small shots since the part quality consistency suffers. Vice versa, using a large percentage of the shot size can give rise to problems with melt homogeneity and therefore issues with fill and dimensions. 5. Molding Process: Process optimization is the last step and is often not done correctly or is even completely ignored. Injecting plastic into a mold without any scientific basis leads to scrap, inconsistent quality in the parts and inefficiencies in the production process. If the above four factors and activities are not properly selected or performed, process optimization can be a challenge. Components and labor are cheaper This is absolutely true. Components can be a fraction of the price, tooling for injection molds is significantly less expensive, and labor for manning the assembly line is easily replaced, making it very affordable.
China has been the place where everything has been made for decades. They’ve gotten really good at it. Their supply lines for plastics,transportation logistics, those are all pretty well nailed down. They’re better at making injection molds than other countries. Tying all your resources up in product can be guaranteed if your product is manufactured right. Managing experience is the most important part and the hidden costs of manufacturing can be completely big savings. Manufacturers can help reduce a lot of the risk for a startup, and offer experience and expertise,thus saving money and producing a higher quality product in a short period of time. Because they’ve nailed down their supply lines, and everybody works 10 hour days 6 days a week, and everybody knows somebody, things can happen very fast. Prototyping can take place quickly, so as your quality requirement and satisfaction. Internet speeds are fast, phone calls are easy to understand. Yet, some overseas clients look only price and insufficient communication/presentation with suppliers will cause problems. Therefore, it is important with good quality (technical and communication) suppliers rather than target only on the lowest and then bargain for even lower price. We also experienced some molds sent from Australian clients who did in US for maintenance. Workmanship was sometimes found to be poor with flashes, unbalance filling, no cad data documents and un-reliable tool design of weak steel, inconsistence dims for multi-impressions tools,etc. Of course, some are good. Therefore, selection of correct supplier is the most important and is not always say good in one country or bad in the other countries. Advisable to see its testimonials for firstly consideration. www.injectionmoldingsupplier.com  Short shot is one of molding defects in plastic injection molding. It can be avoided by mold flow analysis in tool design stage with venting inserts at location precisely.
It can totally reduce cost as high production molding output due to no scrape and less cycle time. www. injectionmoldingsupplier.com 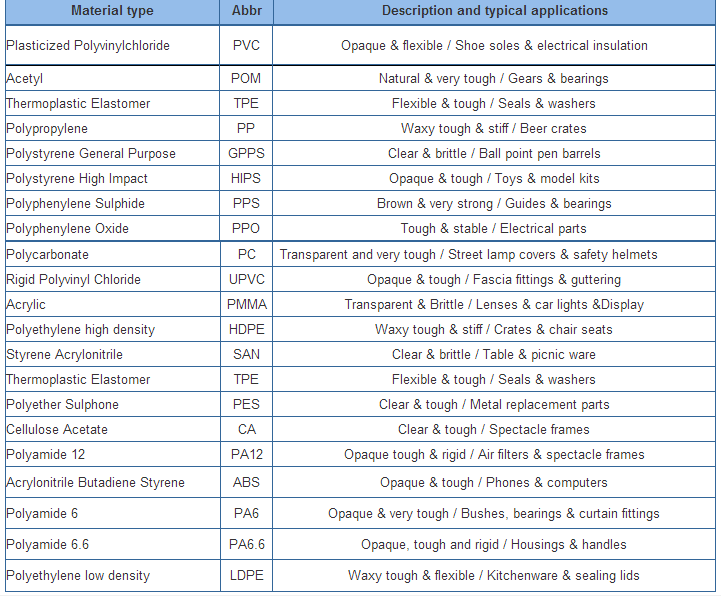 Each material will have different application.
Our knowledge base can directly serve you when seeking to identity the best plastic material when considering cost, function and durability. 12/31/2017 1 Comment unscrewing mold
TSY Molding Limited with molds are manufactured with high-precision to meet extremely tight tolerances by using advanced manufacturing processes. This impressive ability allows us to secure the most detailed, complex, and highest-margin molds. We have the expertise to engineer and manufacture molds for a wide range of markets with the ability to integrate complete molding systems within our facility. Our typical mold cavitation ranges from an R&D single cavity mold up to a 192 cavity mold. TSY manufactures single face molds, stack molds, high-speed unscrewing molds, and multi-shot molds where multiple resins and/or colors are utilized.
All of the key molding components are fully inspected using our state-of-the-art inspection lab ensuring that from cavity-to-cavity, mold-to-mold there is 100% interchangeability without any hand-fitting
One common core with 3 different cavity interchangeable inserts for 2 different type of parts, thus saving cost and time in tool making.
 Off-Set and Prevent High Repair Costs
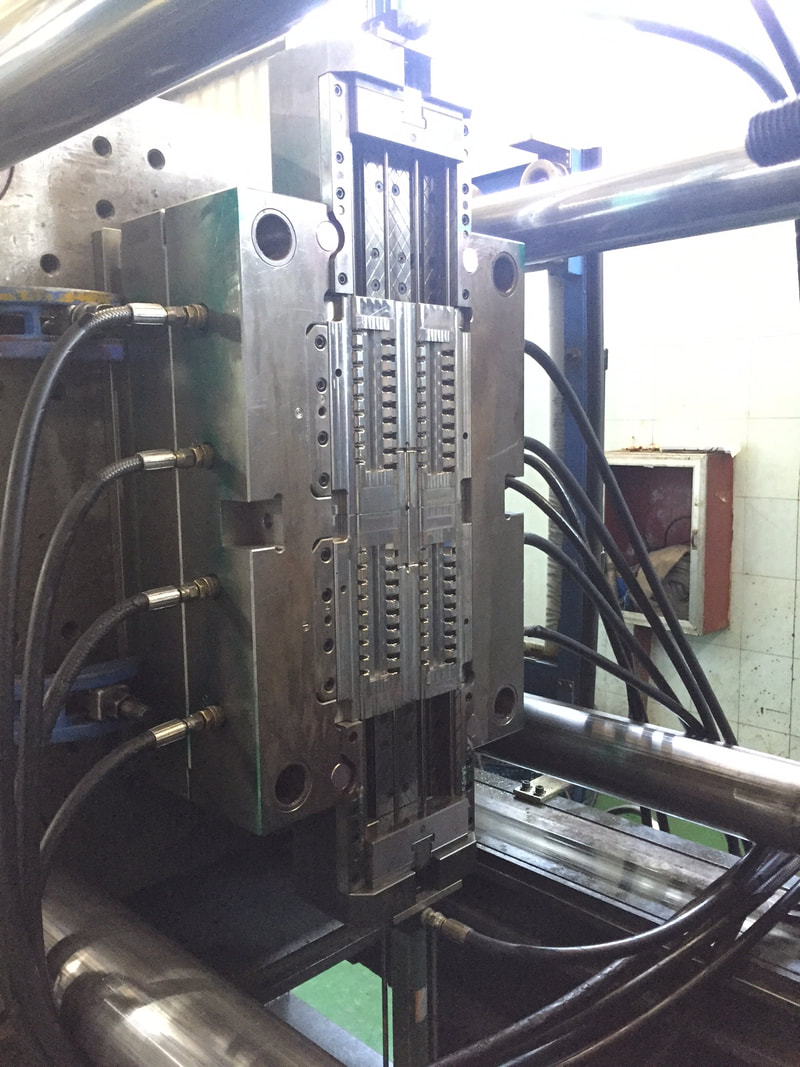
During injection mold maintenance, problems are identified and fixed immediately. Any impending issues can also be identified and addressed. The average cost of doing repairs becomes higher than regularly scheduled maintenance because once a mold completely breaks down - repairs tend to be more costly, due to the increased damage to the tool and unscheduled production downtime. Predictability For Higher Quality The functioning status of the injection mold is directly proportional to the specific products you are producing. To get quality results, the injection mold has to be in top condition. This is why injection mold maintenance is critical to the protection and dependability of the completed product’s quality. Failing to keep the injection mold in its highest-possible working order means out of spec components could be produced as well as neglecting your investment – a huge risk to take. Once an injection mold has undergone several cycles - qualified manufacturers will always perform inspections, maintenance and cleaning. Injection Mold Breaks Down Reasons:- Water Leaks: The most common cause of injection mold breakdowns. These leaks typically occur around static seals - or where dissimilar metals contact. This is why lubrication, cleaning and tightening of all mold components is an integral part of regular maintenance. Rust : It constantly erodes steel and injection molds are no exception. Regularly scheduled cleaning is mandatory to remove rust and prevent mold breakdowns and out of spec components. Metals Used: The characteristics of molds made from steel are very different from those made of aluminum. Steel is stronger and not easily prone to wearing out while aluminum, which is a softer metal, would require regular maintenance when exposed to high temperatures. The Environment: The environment in which the mold is used needs to be taken into account. Moisture, extreme temperatures and pressure all take their unique toll. The Ideal Injection Mold Maintenance Schedule Your injection molder and your mold manufacturer have the required knowledge of how materials, environment and the product being produced all effect the injection mold. They are the most qualified to determine the best-possible mold maintenance schedule for your tools. Since different molds age at different rates, the schedule for the maintenance needs to be set carefully. Molds that use materials that are more abrasive will also need maintenance more often than injection molds used with less abrasive polymers Also, what kind of product is being manufactured. Different injection molds can have varying plans - however the constant factor is that they all have to be routinely examined and maintained. It all depends on the number of cycles that have been performed, the mold materials used, which cavities, and what material is being processed. Regularly scheduled maintenance is more than just important; it helps extend the lifespan of your injection mold. 10/1/2017 1 Comment Injection molding China AdvantagesTSY Molding Limited is a solid business office is in Hong Kong, so we’re easy to do business with globally. Our manufacturing plant is in Dongguan (ChangAn) China, where a lower cost structure allows us to provide lower pricing to our customers. In addition to lower pricing for plastic injection molding, there are other advantages in producing the injection molds and plastic parts for you in China.
• Quality: There’s a perception of China being a low-quality, high-quantity supplier. In the 1950s, Japan had a reputation for mass-produced, cheap, but inferior, products. Thirty years later, they became known for quality, delivery and efficiency. China is undergoing that same transition, with companies like TSY Molding Limited leading the way in delivering high-quality products. • Management Practices: China is an economic powerhouse. “Chinese companies teach us management’s current imperatives: responsiveness, improvisation, flexibility and speed,” “Chinese companies…are higher in energy and much more active than most Western corporations are.” • Expertise: The employees at China plant are experts in plastic injection molding. Engineering, as a discipline, is structured a little differently in China. Students don’t just become “engineers” – they are trained very specifically in plastic injection molding. Dongguan(ChangAn), where our plant is located, is a region for plastic injection molding – our location is at the heart of the industry. • Work Ethic: Our employees in China are willing to work flexible hours, and they happily accept overtime. Having this flexibility allows us to complete projects very quickly and compete on speed. Even with shipping time factored in, our turnaround time is faster than that of our competitors. |
AuthorWorking in plastic industry of customs mold making and molding over 20 years with overseas contact and exports globally. Archives
February 2024
Categories |
 RSS Feed
RSS Feed
