|
|
TSY Molding Limited |
|
China injection molder ,unscrewing mold and overmolding in experts.
|
|
|
TSY Molding Limited |
|
China injection molder ,unscrewing mold and overmolding in experts.
|
|
2/7/2024 0 Comments OvermoldingIt is cost saving to produce 2 different plastic materials or else a plastic materials with different metal inserts in your product design.
For details, please visit website: www.injectionmoldingsupplier.com
0 Comments
7/21/2018 1 Comment Cycle time improvement. How ?
7/7/2018 1 Comment Vacancies for plastic parts of Product Designer & Industrial Designer. Immediately want. We are looking for co-operation with you as TSY Molding Limited is a solid factory of plastic injection tool making , molding services or even more.
We can make @ SLA or 3D print prototypes for your evaluation, @ DFM analysis reports, @ tool design, @ plastic injection mold making, including export tools, @ plastic parts production, @ mechanical assembly to products in markets, @ logistic arrangement to your door as to where,when and quantity you want. Pls send your RFQs for ,free of charge, budget estimation and proposals. E-mail : [email protected] website : www.injectionmoldingsupplier.com Weak weld lines breakage in your plastic product elimination.....
Optimum type and location of plastic injection point are analysed after Mold Flow to eliminate @ air trapped, thus causing flashes, short shot ,internal stress @ weld line is relocated to the biggest wall thickness and on parting surface, thus achieving strong strength plastic functional product! TSY molding Ltd co-designs for project development from start to products in markets with solid experience and guidelines! www.injectionmolderchina.com 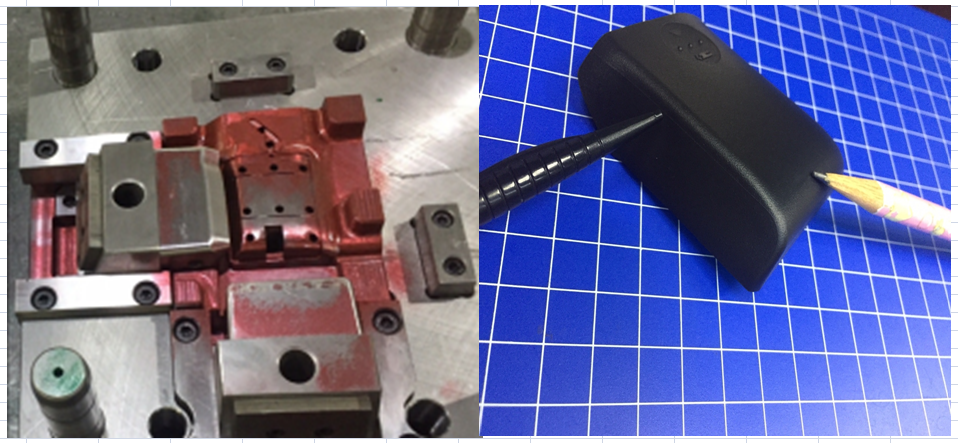 Craftsmanship in precision CNC milling is less important in comparison with that of an experienced tool maker 's manufacturing procedures.
Get Your Custom Plastic Molded Parts in 8 easy steps 1. Send your part design in computer stp format or samples. 2. Get our quote 3. Confirm the order 4. Anaylsis the part with DFM Design for manufacturability is also known as design for manufacturing or DFM in short. In the industry of plastic injection molding. DFM is more often like”design for moldability“, as mold makers focus on the feasibility of injection molding process. A report (normally in PPT) on DFM to show customers how to optimize part design, our molding solution and potentially problem areas of your plastic parts. 5. Make the mold 6. Approve the samples 7. Production 8. Delivery  (1) Generally, effect to the roundness by the gate type tend to be better in the following order. Side gate < Pin gate(double points) < Pin gate (triple points) < Center sprue gate (2) Weld might influence the roundness, especially in GF reinforced grade, so take care of the gate location, try to mold under a good liquidity condition, and be careful of the mold gas vent. (3) Deformation towards surface run out direction is often occurred by the shrinkage ratio difference between diametrical direction and circumferential direction. Other than taking balance in shape, there is a method that place a rib towards circumferential direction to strengthen the stiffness and remedy. The multi-point pin gate is relatively effective against the surface run out. 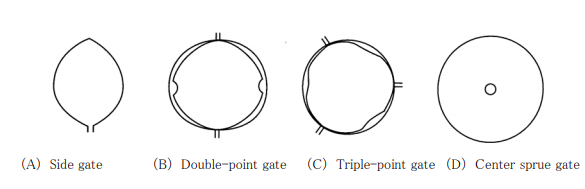 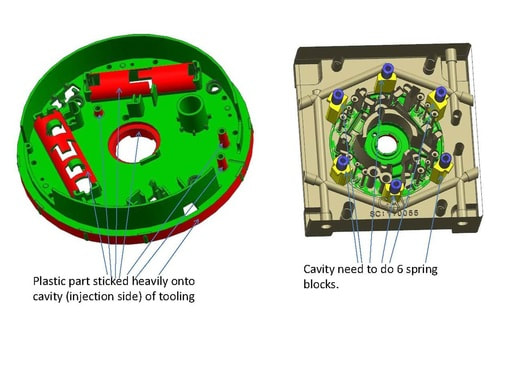 Spring loaded pin inserts can drive plastic part out of cavity side effectively.
This will help to ensure high quality part with stable production output at low cost solution. However, you must prepare them at tool design phase to avoid interrupting with cooling circuits as well as the most effective locations of ejection. 4/21/2018 0 Comments Insert overmolding is expensive ? It is labor-intensive than two-shot overmolding, production cost per part using this technique will be higher, but it eliminates the extremely high cost and delay of producing complex two-shots mold.
If speed to market is critical, it may make sense to use pick-and-place to deliver product to market. It reduces risk by allowing redesign of molds at a fraction of the cost of remaking two-shots molds. Production volume-typically under 10,000parts or need to prototype design or test materials or possibility that the design will change is still economical to use insert overmolding. 4/15/2018 1 Comment Make your ideas come true from plastic design to products at no charge quotation.Make your ideas come true from design to products. Free of charge quotation.
TSY Molding Limited is a solid manufacturer (with good words of mouths) can provide you Professional exporting Precision molds and molding parts in China. Our strength Business Scope as follows: * Rapid Prototyping * Product R&D * Mould Design * Mould Building * Second Operation * Part Assembly Please send us the 3D(STP/STEP/IGS/X-T format)/2D drawing or sample,we shall quote a competitive price. International Clients : We are easy to do business with! Our Clients come from USA, Canada, Germany,Belgium,Slovia, Japan, Indonesia, South Africa. If face to face meetings are required, or a visit to our factory, fly into Hong Kong, we will meet you at the airport and take you through to our mainland factory to meet our experienced design team. There are great Westentirn style hotels nearby, and after business is concluded, we will assist or accompany you back to Hong Kong for your trip back home. You can spend one or two more days in vibrant world class Hong Kong and enjoy some tax free shopping before heading back home. Confidentiality: All the information we receive from you are treated as confidential no matter we sign agreement with you or not. All the test shot samples we make for you will be smashed before disposal. |
AuthorWorking in plastic industry of customs mold making and molding over 20 years with overseas contact and exports globally. Archives
February 2024
Categories |
 RSS Feed
RSS Feed
